
一直致力于电力系统保护的研究工作
螺柱焊接和点焊的区别

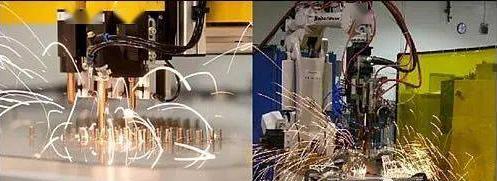
螺柱焊和点焊是两种焊接工艺,在工业应用中都可用于将紧固件连接到金属材料上。虽然这两种工艺都可以实现这一点,但这两种方法之间的差异会导致应用和结果截然不同。
什么是点焊?
点焊是电阻焊的一种形式,也称为电阻点焊(RSW)。点焊是利用电阻产生的热量将材料连接在一起。电流将材料加热到可延展的程度再使用强大的压力把他们结合在一起。
电阻焊的另一种形式是凸焊。该过程是将紧固件的压花或压印凸起熔合到金属基体材料上以形成焊缝。由于材料不会熔化,因此它们不会混合。这意味着由此产生的焊缝更像是材料的锻造。
点焊只适用于少量母材的选择。低碳钢是最适合点焊的材料。这是因为它比用来产生所需电流的铜电极具有更高的抗电性和更低的导热性。
高碳钢和铝合金会形成脆性焊缝,这种焊缝在点焊过程中不会持久。纯铝可以进行点焊,但需要更高的电流。因为它的抗电性比低碳钢低。
什么是螺柱焊?
螺柱焊接是在紧固件和母材之间产生电弧。热量将两者熔化在一起,并利用回流压力将它们熔合在一起。螺柱焊接主要分为三种类型,它们都能产生强大的熔接焊缝,但将螺柱焊接到母材上的方法略有不同:
储能螺柱焊接
具有预设电压的电容器会以高电流脉冲的形式释放其储存的能量。这样会产生电弧并熔化接触基材表面的螺柱凸台。回压将螺柱推到底座上,使法兰完全熔合。适用于0.7mm及以上厚度的材料。
拉弧螺柱焊接
把螺柱本体放置在材料上。当螺柱提升到预设高度时,将触发计算的电流和焊接时间,以产生引弧。螺柱的端部和母材熔化,螺柱返回到板上的熔池中。可以使用瓷环或气体保护熔融金属并使其成形。合适的母材厚度为螺柱直径的四分之一。
短周期螺柱焊接
这种形式的螺柱焊接采用电容放电式螺柱。但是,与 CD 螺柱焊接工艺相比,更能耐受不平整和肮脏的表面。该工艺采用电弧法,但不需要瓷环,且降低了使用焊接螺柱的成本。用气保护焊接效果最好。该工艺适用于最小厚度为1.5mm的母材。
螺柱焊接是将紧固件熔合到金属表面的一种非常有效的方法。当您使用自动化系统时尤为如此,该系统可最大限度地提高效率,同时提供更高的精确度。根据所需的应用,螺柱焊接适合钢、黄铜、铜、铝和铝合金等各种材料类型和厚度,以及各种有涂层的表面。
螺柱焊和点焊
与点焊不同,螺柱焊接不需要高压设备;也不需要接触到工件的双面才能有效。这些因素使得螺柱焊接成为一系列焊接操作中更灵活、更经济的选择,而点焊要求更高的产量才能在经济上可行。
螺柱焊接工艺在材料的使用上也更加通用;可以在适当的条件下使用正确的工艺对碳钢和铝合金进行螺柱焊接。点焊的情况则不同。当您的操作和使用的材料恰好适合点焊时,才可能是一个很好的选择,但是螺柱焊接适用于更广泛的应用。
联系人:栗经理
手 机: 025-52758539 15365035835
邮 箱: askpig@163.com
公 司:南京安卡迪电气有限公司
地 址:南京市栖霞区尧化街道甘家边东108号